
www.engineering-japan.com
03
'26
Written on Modified on
AIビジョンが車両ランプの最終検査を自動化
Danube Dynamics は IDS カメラとAIベースのマシンビジョンを組み合わせ、自動車用照明製造における複雑な外観検査を自動化。
en.ids-imaging.com

多品種生産と短納期が求められる製造業では、品質を維持しながら手動検査を削減する必要性が高まっている。AIベースのマシンビジョンは、このような環境で外観検査を自動化する有効な手段となりつつある。この背景のもと、Danube Dynamics は Aspöck Systems の多室構造車両ランプの最終検査工程において、AI検査ソリューション 「auros for quality」 と IDS の産業用カメラを組み合わせたシステムを導入した。
自動車用照明製造におけるAI外観検査
自動車用の多室ランプは、方向指示灯、フォグランプ、ブレーキランプなど複数の機能を個別のチャンバーで構成している。最終検査では、単にランプが点灯するかどうかだけでなく、信号の種類に応じて正しいチャンバーが作動しているかを確認する必要がある。
例えば、方向指示灯の作動時にリアフォグランプが誤って点灯するような不具合は、車両安全に影響する可能性がある。また、製造現場では部品の配置のばらつき、工場内の照明条件、粉塵や汚れなど、検査条件に影響を与える要因が存在する。
従来のルールベースの画像検査システムでは、このような環境変動や製品バリエーションに対応するために頻繁な設定変更が必要となる。また、想定外の不良パターンを検出することも難しい。

「auros for quality」テストベンチ(IDS製産業用カメラ内蔵)
固定ルールに依存しない適応型AI検査
これらの課題に対応するため、Aspöck Systems は Danube Dynamics が開発した 「auros for quality」 を採用した。このAIベースの検査プラットフォームは、生産ラインに設置された産業用PC(IPC)上でリアルタイムに画像データを処理する。
このシステムは固定された検査ルールではなく、AIアルゴリズムによって画像パターンを分析し、新しい製品バリエーションにも適応できる。これにより、従来のルールベースシステムでは検出が難しかった複雑な不良や予期しない欠陥パターンの検出が可能になる。
このアプローチは、多品種生産環境において AI画像処理 が従来型の検査ロジックを置き換えつつある流れを示している。
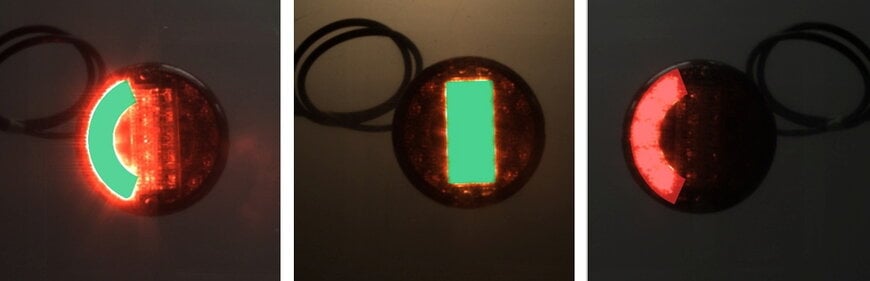
テストベンチ上で作動中のマルチチャンバーランプ:左のライトはOK、中央のライトはOK、右のライトはNOK
検査データを取得する産業用カメラ
画像取得には IDS uEye XCP シリーズ の産業用カメラが2台使用されている。採用された IDS U3-3680XCP Rev.1.2 モデルは、onsemi AR0521 ローリングシャッター CMOS センサーを搭載し、5.04メガピクセルの解像度を提供する。
このセンサーは裏面照射(BSI)技術を採用しており、低照度環境でも高い感度と低ノイズの画像取得が可能である。これは照明条件が変化する製造現場や、粉塵などが存在する環境での検査において重要な特性となる。
また、コンパクトで堅牢な設計により生産ラインへの組み込みが容易であり、IDS peak ソフトウェア環境によりカメラ接続と設定作業が簡素化されている。

直感的なHMIタッチスクリーン
並列検査によるサイクルタイム短縮
運用時には、生産制御システムがランプの各チャンバーを順番に作動させる。2台のカメラが同時に画像を取得し、そのデータをAIがIPC上で解析する。
検査工程は並列処理で構成されており、1つの製品を検査している間に次の製品を検査台へ配置できる。この方式によりサイクルタイムが短縮され、生産効率が向上する。
AI処理はクラウドを使用せず ローカル環境で実行されるため、低遅延で動作し、生産データの完全な管理が可能となる。この構成は、ネットワーク障害によるライン停止を回避する上でも重要である。
検査結果は HMI タッチスクリーンにリアルタイムで表示され、自動的に記録される。APIを通じて上位の生産管理システムへデータを送信することも可能であり、品質検査プロセスのトレーサビリティを確保できる。

製品バリエーションに対応する柔軟な検査
AIアルゴリズムと産業用マシンビジョンを組み合わせることで、このシステムは新しいランプ製品のバリエーションにも迅速に対応できる。新製品への切り替えはタッチスクリーン操作で行え、複雑なプログラミング作業は不要である。
この仕組みにより、従来の手動目視検査を補完または置き換えながら、検査結果のデジタル記録が可能になる。オペレーターは検査結果を視覚的に確認でき、生産データは品質管理のために自動的に保存される。
この事例は、製品バリエーションと機能複雑性が増加する自動車電子部品の製造において、AIベースの外観検査が品質保証プロセスの重要な要素になりつつあることを示している。
www.ids-imaging.com
自動車用照明製造におけるAI外観検査
自動車用の多室ランプは、方向指示灯、フォグランプ、ブレーキランプなど複数の機能を個別のチャンバーで構成している。最終検査では、単にランプが点灯するかどうかだけでなく、信号の種類に応じて正しいチャンバーが作動しているかを確認する必要がある。
例えば、方向指示灯の作動時にリアフォグランプが誤って点灯するような不具合は、車両安全に影響する可能性がある。また、製造現場では部品の配置のばらつき、工場内の照明条件、粉塵や汚れなど、検査条件に影響を与える要因が存在する。
従来のルールベースの画像検査システムでは、このような環境変動や製品バリエーションに対応するために頻繁な設定変更が必要となる。また、想定外の不良パターンを検出することも難しい。
「auros for quality」テストベンチ(IDS製産業用カメラ内蔵)
固定ルールに依存しない適応型AI検査
これらの課題に対応するため、Aspöck Systems は Danube Dynamics が開発した 「auros for quality」 を採用した。このAIベースの検査プラットフォームは、生産ラインに設置された産業用PC(IPC)上でリアルタイムに画像データを処理する。
このシステムは固定された検査ルールではなく、AIアルゴリズムによって画像パターンを分析し、新しい製品バリエーションにも適応できる。これにより、従来のルールベースシステムでは検出が難しかった複雑な不良や予期しない欠陥パターンの検出が可能になる。
このアプローチは、多品種生産環境において AI画像処理 が従来型の検査ロジックを置き換えつつある流れを示している。
テストベンチ上で作動中のマルチチャンバーランプ:左のライトはOK、中央のライトはOK、右のライトはNOK
検査データを取得する産業用カメラ
画像取得には IDS uEye XCP シリーズ の産業用カメラが2台使用されている。採用された IDS U3-3680XCP Rev.1.2 モデルは、onsemi AR0521 ローリングシャッター CMOS センサーを搭載し、5.04メガピクセルの解像度を提供する。
このセンサーは裏面照射(BSI)技術を採用しており、低照度環境でも高い感度と低ノイズの画像取得が可能である。これは照明条件が変化する製造現場や、粉塵などが存在する環境での検査において重要な特性となる。
また、コンパクトで堅牢な設計により生産ラインへの組み込みが容易であり、IDS peak ソフトウェア環境によりカメラ接続と設定作業が簡素化されている。
直感的なHMIタッチスクリーン
並列検査によるサイクルタイム短縮
運用時には、生産制御システムがランプの各チャンバーを順番に作動させる。2台のカメラが同時に画像を取得し、そのデータをAIがIPC上で解析する。
検査工程は並列処理で構成されており、1つの製品を検査している間に次の製品を検査台へ配置できる。この方式によりサイクルタイムが短縮され、生産効率が向上する。
AI処理はクラウドを使用せず ローカル環境で実行されるため、低遅延で動作し、生産データの完全な管理が可能となる。この構成は、ネットワーク障害によるライン停止を回避する上でも重要である。
検査結果は HMI タッチスクリーンにリアルタイムで表示され、自動的に記録される。APIを通じて上位の生産管理システムへデータを送信することも可能であり、品質検査プロセスのトレーサビリティを確保できる。
製品バリエーションに対応する柔軟な検査
AIアルゴリズムと産業用マシンビジョンを組み合わせることで、このシステムは新しいランプ製品のバリエーションにも迅速に対応できる。新製品への切り替えはタッチスクリーン操作で行え、複雑なプログラミング作業は不要である。
この仕組みにより、従来の手動目視検査を補完または置き換えながら、検査結果のデジタル記録が可能になる。オペレーターは検査結果を視覚的に確認でき、生産データは品質管理のために自動的に保存される。
この事例は、製品バリエーションと機能複雑性が増加する自動車電子部品の製造において、AIベースの外観検査が品質保証プロセスの重要な要素になりつつあることを示している。
www.ids-imaging.com
